

新闻中心
News Center
30
2023
-
08
浅谈医药软包装(口服制剂)完整性研究
作者:
A Brief Discussion On The Integrity Of Pharmaceutical Flexible Packaging (Oral Preparations)
转自《包装前沿》
摘要:本文介绍了测试软包装阻隔完整性的重要性,并提出应对阻隔层和热封层阻隔性进行完整性测试。
Abstract: This paper introduces the importance of testing the barrier integrity of flexible packaging and puts forward that the barrier layer and thermal seal layer should be tested.
医药软包装的使用范围较广,可以分为口服制剂、注射制剂、外用膏剂、滴眼剂、吸入剂等药品的包装。包装形式分为铝塑泡罩包装、铝铝泡罩包装、软双铝包装、枕式包装、条形包装、四边封、三边封包装等。
目前制药公司和制药研发机构会根据服药方式的不同、包装成本、服药便利性、阻隔性等指标来选择包装形式,其中阻隔性(水汽、氧气、光源、气味)是所有制药企业都会关注的首要因素。
YBB药包材中对于不同材质有不同的阻隔性要求,但是实际上往往考虑材质本身的阻隔性是不够的,因为这些材质经过包装设备二次加工后,阻隔性会发生很大的变化。对此美国药典标准USP1207通过使用干燥剂模拟实际药物大小来检验包装的阻隔性,这个方法较为实际有用。
根据客户的反馈和技术分析,试验推出医药包装完整性的研究概念,以便各位制药行业领导和同行借签,此研究同样适用于医药硬包装阻隔性的应用。
一、医药软包装(口服制剂)完整性的概念
药物在长期储存中要有良好的稳定性,需要药品包装的完整性。医药软包装完整性分为软包装密封完整性和阻隔完整性,其中密封完整性指的是软包装内层材料(一般为聚烯烃材质)封合的完整性。
阻隔完整性指的是阻隔层(一般为铝箔,高阻隔高分子材料)和内层材质封合阻隔的完整性。
二、医药软包装的密封完整性
对于医药软包装的密封完整性,目前广大制药企业通过负压检查【如图:密封测试仪】来测试软包装密封的完整性。负压检测有两种方式【如图:负压】,第一种是干检法,通过对真空室抽空,使测试样品产生内外压差,观测试样膨胀及释放真空后试样形状恢复情况,以判定试样的密封性能。第二种是水浴法,通过对真空室抽空以负压的形式,使浸在水中(蓝色)的测试样品产生内外压差,观测试样内气体外逸情况,以判定试样的密封性能。
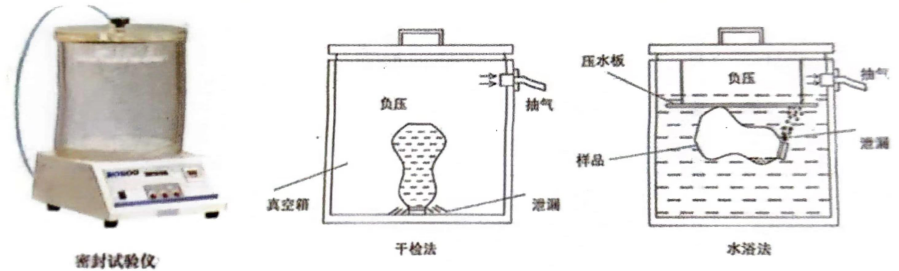
【图:密封测试仪】
但是这两种检查方法只能检查软包装内层材料的封合情况,实际案例中往往存在很大的不可靠性。因为对于微小的热封隧道,过小的封合宽度检查不问题,所以制药研发机构往往遇到密封测试合格,在加速试验却出现水分超标,流入市场出现内容物水分标准的投诉等。
目前药企一般的负压检测条件如下:
【负压检测条件表】
|
压力MPA |
时间S |
针对包装形式 |
|
0.04 |
120~240 |
易揭开启复合膜和泡罩包装 |
|
0.06 |
120~160 |
泡罩包装 |
|
0.07 |
120~160 |
复合膜包装,泡罩包装 |
|
0.08 |
60~120 |
复合膜包装,泡罩包装 |
负压测试条件如何筛选,也是制药企业往往困惑的地方。
建议考虑包装材料内容物的空气含量和材料拉伸强度、热封强度等多种因素,先根据【负压检测条件表】的包装方式按照最严格的标准来检查(0.08Mpa,120S),然后通过对负压检查之后包材的变形情况和破损情况来分析判断是否需要降低检测标准。这么做是因为部分不合格的负压测试与包装材料的力学性能和袋型的设计等相关。
以下是二种包装形式,采用不同合金铝箔和不同厚度的热封层,确保密封良好的情况下,做反压泄露测试,实际结果如下:
【铝塑包装与枕式包装负压测试表】
|
包装形式 |
材料选择 |
备注 |
负压测试(0.08pa,120S) |
|
铝塑包装 |
PTP PVC |
AL合金1145 |
NG |
|
AL合金8011 |
OK |
||
|
枕式包装 |
PET/AL/PE |
PE30 UM |
NG |
|
PE 50um |
OK |
从以上测试结果显示,在测试过程中,由于负压情况下,包装内容物的空气压力作用已经达到破坏包装热封和非热封边缘材料层强度,包装负压检查失败,其实原包装不存在密封泄露问题,从而使负压检测失败,简图如下:
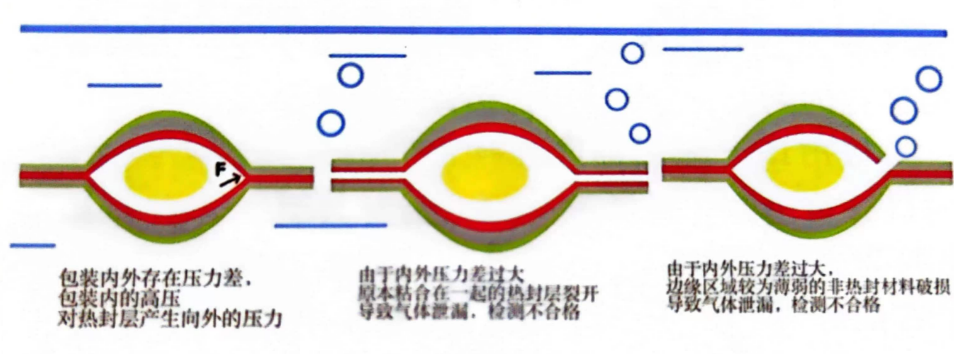
【图:负压】
以上情况可以通过增加材料的力学强度来满足检测条件,或者不改变材料,根据材料力学性能来降低检测标准。
三、医药软包装的阻隔完整性研究
对于医药软包装的阻隔完整性研究可以分为两部分,第一部分是阻隔层的完整性,第二部分是热封层阻隔的完整性。
1、阻隔层的完整性
大部分口服制剂软包装都采用铝箔或者镀铝作为功能阻隔层,原材料本身带有的针孔数量如下表:
【不同厚度铝箔所带的针孔数量表】
|
铝销厚度um |
行业标准针孔数 |
平均针孔数 |
|
7 |
≤50个/㎡ |
20个/㎡ |
|
9~12 |
≤30个/㎡ |
20个/㎡ |
|
20 |
≤0.5个/㎡ |
1个/㎡ |
【铝箔不同厚度复合膜的阻水差别】
但是设备上模具齿纹和走机导具对于包装阻隔完整性的破坏还没有广泛研究。通过多角度灯光检查会发现热封边处铝箔出现多点穿孔,完整性降低。
双层穿孔代表灯光通过软包装的一侧打过,在另一侧能发现灯光针孔。
单层穿孔代表灯光从软包装袋内穿过,在包装的两侧能看出不同的灯光针孔。
以上,软包装阻隔完整性的完整率概念,完整性的完整率计算公式如下:热封边铝箔穿孔的封边距离÷整体封边距离=完整率%
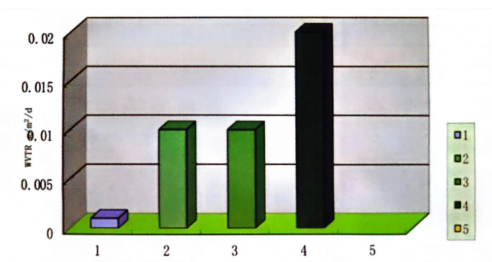
同时阻隔层破坏的孔径大小也是关键因素,建议孔径一般需要低于0.3mm,这也符合YBB对于铝箔的要求。相同结构的聚酯铝聚乙烯复合膜,不同厚度铝箔经过模具齿纹热压后针孔的实际数量和阻隔性对比表格如下:
【同厚度铝箔经热压后的针孔实际数量和阻隔性】
|
铝箔(软)厚度um |
实际针孔数(平均) |
断裂伸长率% |
复合膜未包装前阻隔性 WTR(G/M².day)平均 |
|
AL7 |
50个/㎡ |
2.8 |
0.02 |
|
AL9 |
30个/㎡ |
3.2 |
0.015 |
|
AL12 |
10个/㎡ |
4.5 |
0.01 |
|
AL20 |
0.1个/㎡ |
5.6 |
0.01 |
|
AL30 |
0.05个/㎡ |
7.5 |
0.01 |
通过以上数据可以看出,复合膜结构相同,只改变铝箔厚度,在未包装内容物之前的平膜状态,阻隔性基本没有差异,都表现出很好的阻隔性,但是在经过模具齿纹热压后,阻隔层完整性会发生变化。
总结以下几点影响因素:
①铝箔材质的厚度(铝箔力学性能);
②模具的设计(齿纹的角度设计);
③温度和压力;
④包装过程中的异物带入热封层。
AL12,基本没有针孔,做到阻隔层完整性达到100%水平;但是AL7在热封边缘和非热封边缘会出现针孔和断裂,大大降低了包装的阻隔性。
2、热封层阻隔的完整性
不同包装机的网纹设计是不同的,内层热封层的相互熔合性也有差别。通过多年研究和试验对比,认为熔合层有效宽度必须大于2mm,才能阻挡水汽和氧气从包装的侧面热封层穿透,否则很容易出现药物长期储存受潮和杂质超标问题,不同包装形式会出现相同的“隧道效益”,通过铝塑板包装,通过模具的不同设计,考察热封胶熔合区域的宽度对于包装内容物水分增加的影响,不同的封合宽度对于水分增加的影响较大。
四、结语
在药品包装中提出完整性概念,有利于提高我国制药行业包装的水平,在现有密封性测试的同时检测阻隔完整性,有助于企业选择合适的包装材料、包装设备、工艺参数等,从而提供符合内容物需求的阻隔包装,通过准确的数据来确保包装质量。
Previous page
Next page
Previous page
Next page


