

新闻中心
News Center
31
2024
-
01
干复机张力对复合膜质量影响
作者:
转自《包装前沿》
摘要:本文主要阐述干复机张力和各段张力对复合膜质量的影响及工艺控制要点。
Abstract: This paper describes the influence of tension of dry laminating machine and tension on the quality of composite film and the main points of process control.
干复机的张力系统是复合膜加工非常重要的控制因素,没有合适稳定的张力输出,就不可能会有好的复合膜质量,本文主要阐述干复机张力和各段张力对复合膜质量的影响及工艺控制要点。
一、干复机张力描述
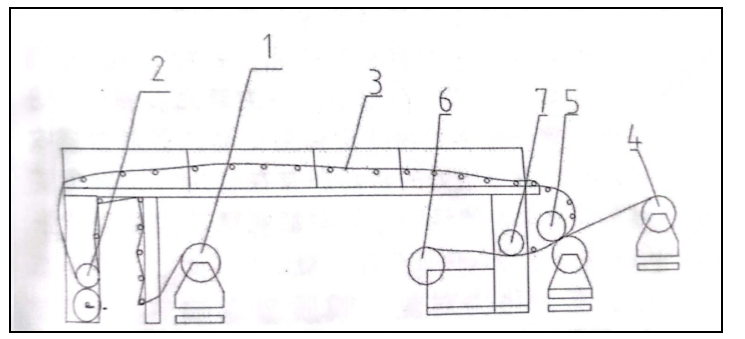
图一 干复机结构示意图
【1.第一放卷(主放卷) 2.涂布单元 3.烘箱通道 4.第二放卷(副放卷)
5.复合部位 6.收卷部 7.冷却装置】
干复工艺中的张力通俗地讲就是薄膜在机器上静止或转动时的绷紧力,薄膜向前运行中,向前迁引力受到一定的向后阻力,阻力作用使薄膜绷紧。
二、张力形成的两种方式
1、磁粉制动器或磁粉张力控制器,通过电流调节,用磁粉充填量增加摩擦力来抑制转动轴转动。
2、利用转动辊的速度差形成张力,用速度差的大小调节张力的大小。复合机靠浮动辊或摆臂控制,由气缸连接的浮动辊或摆臂在张力变化时,会在一定幅度范围内变动位置,在变动位置的过程中,它连接的编码器会传递电流信号到控制电机的变频器,再由变频器调整伺服电机的转速来实现张力的调节。
三、干复机的几段张力
1、第一放卷张力,由放卷轴连接的磁粉制动器控制,通过电流调节张力的大小。
2、第一放卷牵引张力,由压辊网线辊夹着薄膜往前输送,和放卷张力一起形成牵引张力,由张力调节控制器和细臂控制。
3、烘道张力,在涂胶压辊和复合压辊之间形成的张力,靠涂胶辊和复合热辊的速度差形成。
4、第二放卷张力,由放卷轴连接的磁粉制动器控制,可电源调节大小。
5、第二放卷牵引张力,由复合钢辊和压辊夹着薄膜往前输送,和放卷张力一起形成牵引张力,由张力调节控制器或摆臂控制。
6、收卷张力(包括收卷轴张力),这部分是独立的张力控制系统,由收卷张力控制器调节,包括初始张力和锥度张力(也叫递减体力)。
四、放卷张力的控制
第一股卷轴与涂布单元之间的张力控制及第二基材放卷轴与复合部之间的张力控制,在放卷时均采用被动式的恒张力放卷,放卷过程中随着卷径的减小,张力要保持基本恒定,就要由磁粉制动器通过调节转动力矩来满足张力恒定的要求。同时因为这两段的距离比较短,所以张力初始值的设定要小一步,需要注意的是膜卷越重,惯性越大,放卷张力也要大;卷径相同时膜卷越宽,张力越大。放卷张力是被动式的恒张力,随着卷径变小,张力要保持恒定,是由磁粉控制器调节转动力矩控制。
五、烘道张力的控制
烘道张力是薄膜经过干燥箱时的绷紧力,是由涂布辊与复合辊的速度差产生的。通常情况下复合辊的速度要比涂布辊的速度大0.05%~0.1%,这样才能保证膜处于绷紧平整的状态。在干式复合机中通过调节电流输出来改变复合辊与涂布辊的速度差,达到调节中间干燥部分的张力,这部分的张力除了受速度差的影响外,还与实际基材的伸缩率、薄厚变化、干燥温度、干燥区的长度膜、膜的传输速度等因素有关。如果薄膜的伸缩率越大,在张力作用下越容易变形,所以应针对不同材质的薄膜适当调整电流输出,改变速度差,从而得到一个合适的张力值。如果基材的厚度不均匀,复合辊和涂布辊的压力就会波动,从而造成膜速度的变化,也即影响了张力。如果这部分的张力太小或者没有张力,即涂布辊的速度大于或等于复合辊的速度则会出现膜的褶皱,甚至造成膜堆积现象,影响胶粘剂的涂布效果。但是也不能过大,因为受干燥温度的影响,张力太大会使薄膜在受热的状态下发生不可逆的拉伸变形,甚至出现纵向的皱纹、横向隧道式折痕等,严重的会造成复合膜报废。
六、收卷在力的控制
收粉张力控制显指收卷理与复合矩之间的张力控划。在收卷时由磁粉离合器对卷芯施加卷取转矩,通过卷取层间的摩擦传达力,在最外层发生张力,这个为收卷张力。其控制目的就是使复合好的膜,收卷成良好养曲状态的膜卷,常用的有3种张力控制方式:
1、恒慨力控制
由于整个过程中张力保持不变,张力设定值小时,收卷不齐而造成偏卷、偏心现象;张力设定值大时,收卷后薄膜不能很好地回缩而残存一部分张力,形成一个较大的收缩力,从而使内层薄膜因受挤压而变形,或产生硬卷现象,因此这种方式只适合于卷径较小的膜卷,不适应目前绝大多数产品的收卷。
2、等力矩张力控制
由公式:M=FR可知,随着卷径增加,收卷张力将越来越小,为了减少停机次数提高生产效率,复合膜卷的直径越收越大,因此收卷张力将会越来越小,使得膜卷不能太紧;同时膜卷也越来越重,它需要一个很大的转矩才能转动,所以单纯恒力矩的张力控制能不能满足要求了。
3、锥度张力控制
实践证明采用锥度张力控制基本能解决上述问题。
随着卷径增加,膜卷逐渐加重,因此需要一个适宜的转矩带动收卷辊转动。但是受实际工作条件和环境的影响,如果的性能(包括厚薄度、伸缩率等)、温度、运行速度、电流的稳定性等因素,这些都会影响张力控制。
根据实际膜的情况,包括宽度、厚度、拉伸性、柔韧性等,确定使用哪种锥度张力形式。目前的干复机在设置上,一般有曲线推度张力、直线推度张力和分段锥度张力。
锥度张力选用一定要和复合膜本身的特性相匹配,比如PET/AL与PET/PE会选用不同的锥度强力。
自动控制收卷张力的机器,在张力控制系统内预先设定了张力值对应的收卷卷径。随着卷径增大,张力值逐渐减小,设定多少个数值点和张力控制系统的软件有关,理论上讲,数复点越多,张力控制越精细。这个设定需要多种材质和规格的材料实践确定,一般设备厂家合根据经验,养不好常规产品的数据。但在实际运用中,这个设置需要一定时间的摸索才可以固定下来,固定下来的数据保存在系统内,也仅仅适用同类产品;如果做其它类产品,要对应选用系统内保存张力数据,这个适应公司各类产品,保存好的各道张力设置最好不要再随意调整变动。目前根据收卷卷径,手动调节张力的机器还有在使用,这就需要操作者有非常丰富的经验,每次都能精准找到调节张力的切入点,才可以保证产品质量。
七、各段张力对复合膜质量影响
1、放卷张力
放卷张力与牵引张力太小,膜绷不紧,走膜不平和抖动,过压辊打折;张力太大,膜拉伸会造成形变。如果是印刷料,会改变图案间距,超出范围,造成材料报废。形变大收缩性强的材料,复合膜会向这一边卷曲,严重的甚至会无法使用。
2、烘道张力
烘道张力太小,同样膜运行不平整,出烘道后就会有折痕,展平导辊无法展平的情况下,造成复合折皱。张力太大,在烘道加热的情况下,更容易使膜拉伸变形,也可能会有死折出现。同样张力条件下,不同拉伸强度和延伸率的薄膜形变是不同的,因此张力对印刷图案的单元有一定影响。烘道张力会对复合膜卷曲、隧道、打折等带来不同程度的影响。张力参数稳定的情况下,原膜的物理性能稳定也非常重要。在烘道张力设定时,不要忽略抹平辊的影响(目前干复机一般都有胶水抹平辊),抹平辊的转速、粗细、干净程度、胶水粘度和膜的接触力等,都对烘道张力有一些影响,比如胶水粘度大,抹平辊转速高,就会引起烘道张力增加。在烘道张力波动或变小的情况下,涂过胶水的膜会缠绕在抹平辊上,带来被动停机。
3、收卷张力
收卷初始张力根据材料宽度、材料结构和收卷轴直径确定;锥度张力,根据材料厚度、最终卷直径和材料类型确定。收卷张力是复合质量的关键影响因素。
收卷时,收卷力矩过大,在膜层间将会产生滑动,结果在最外层不能生成所设定的张力值,会影响到张力的实现。如果沿着卷取方向发生层间滑动,膜卷会卷得太紧,在中心部发生“菊花瓣”样的皱纹。同时,如果张力变化过于急促,随收卷辊的旋转膜卷会发生横向滑移,产生串卷现象。在收卷时采用锥度张力控制时,锥度值和初始张力的设定很重要,应根据复合膜的结构、宽度等实际情况,要使复合好的膜卷收卷状态最好。
收卷张力,特别是初始张力控制还要做到大小适宜。通常情况下,复合膜在卷取前要充分冷却,使复合膜定形同时也增大胶粘剂的内聚力。若不经冷却,就要加大收卷张力,使膜卷紧。如果收卷松,则会因为基膜间胶粘剂未充分交联固化前,内聚力小而发生相对滑动,出现隧道现象,熟化过程中会加剧隧道的长度和宽度。再则,收卷张力太小,膜卷会因内松外紧而偏卷或内层出现褶皱,不但影响外观还影响复合膜的机械性能。
收卷张力与放卷张力在控制上是不同的。在收卷过程中,如果说收卷张力恒定不变,或变化不合适,随着卷径不断增大,绕曲张力不断增加,形成外紧内松,导致复合膜串卷,造成花瓣状卷心现象。因此,收卷张力要采用锥度值控制,复合收卷锥度值要根据具体膜的情况来设定,要保证张力递减合适,且不产生外紧内松现象。
各个放卷和收卷的纸管(或钢管)是否固定也影响张力的大小和复合膜质量,当收、放卷纸管(钢管)支撑不了膜卷的重量,在收、放卷轴上打滑时,这时膜实际的绷紧力是减小的,很可能和实际设定的张力不一致,绷紧力因纸管打滑而减小,收卷和放卷的实时张力值也变小,影响收卷的质量;放卷打滑,张力不稳定,也会影响复合膜中单层材料张力的匹配度。
收卷张力是干复工艺最重要也是最难把控的,重点考虑三个因素:张力初始值的设定、张力和材料的匹配、锥度值的设定。
八、结语
设备各段张力设定取决于机器性能、薄膜材质、材料的厚度、材料的宽度、材料的抗拉伸性、烘箱的温度、环境(温度、湿度)等。要经过多次实施、验证、修改、再验证、再修改,最终才能形成固定产品的合理收卷张力参数。这些参数形成书面资料后,可作为复合标准工艺制作的重要参考依据,为操作标准化打下基础,并对复合膜质量稳定提供工艺支持。
Previous page
Previous page


